







Description:Most cable tray material is pre-galvanized steel, hot-rolled and cold-rolled steel, stainless steel. Thickness range of material is1.5mm-2.5mm. The most popular size of strut channel profile is 41*21, 41*41, 41*62,41*82.
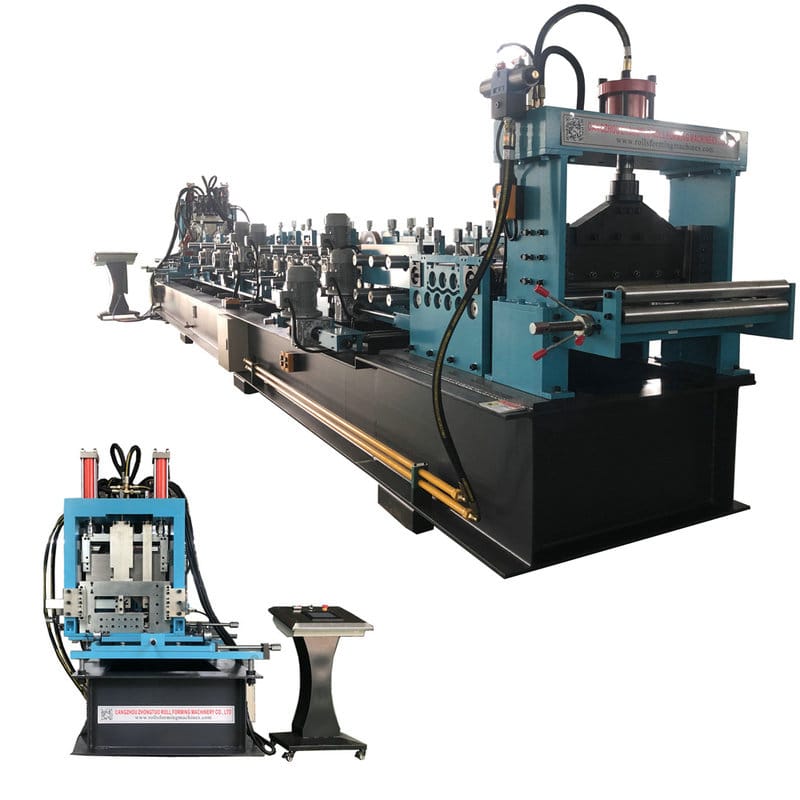
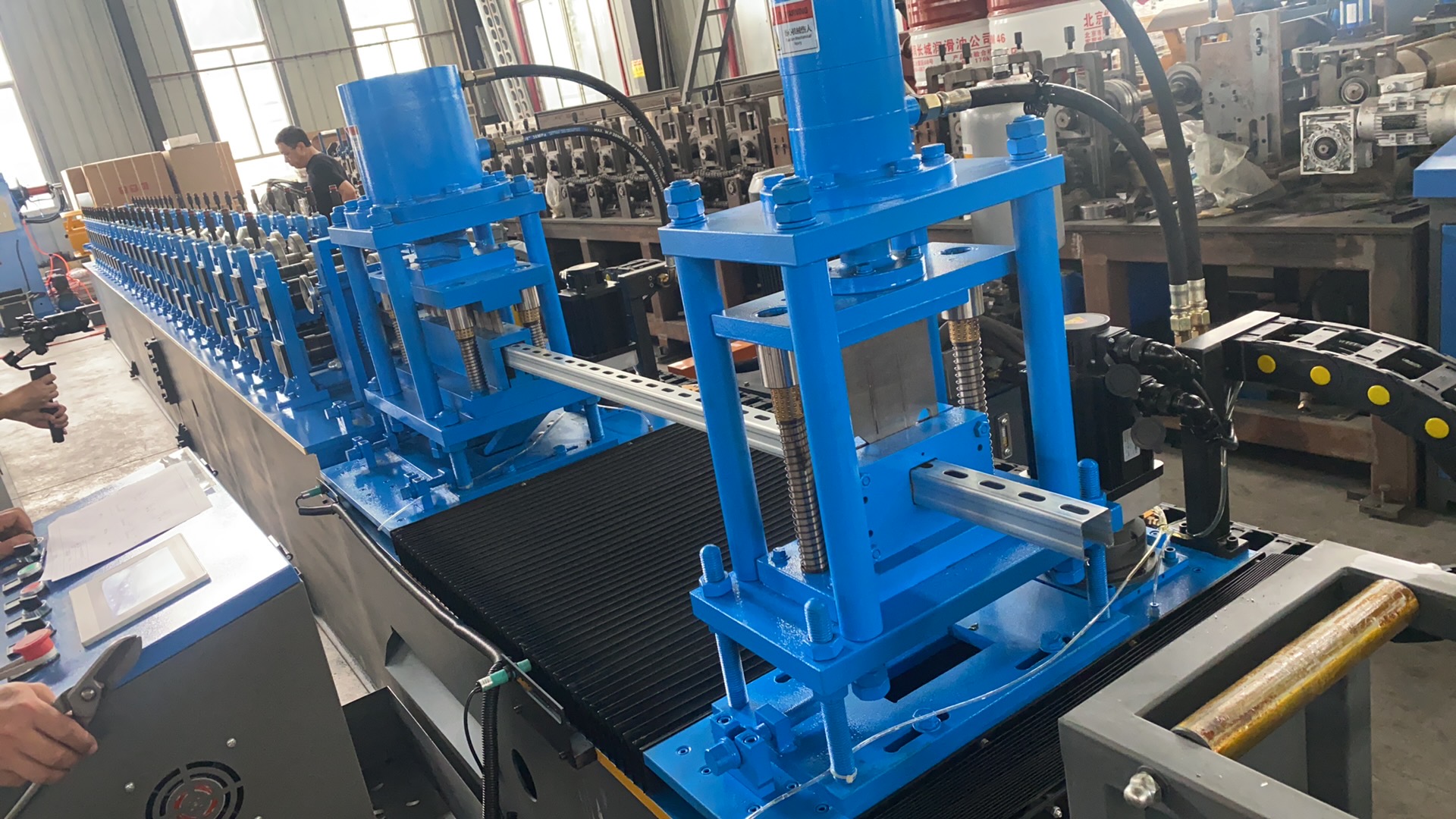
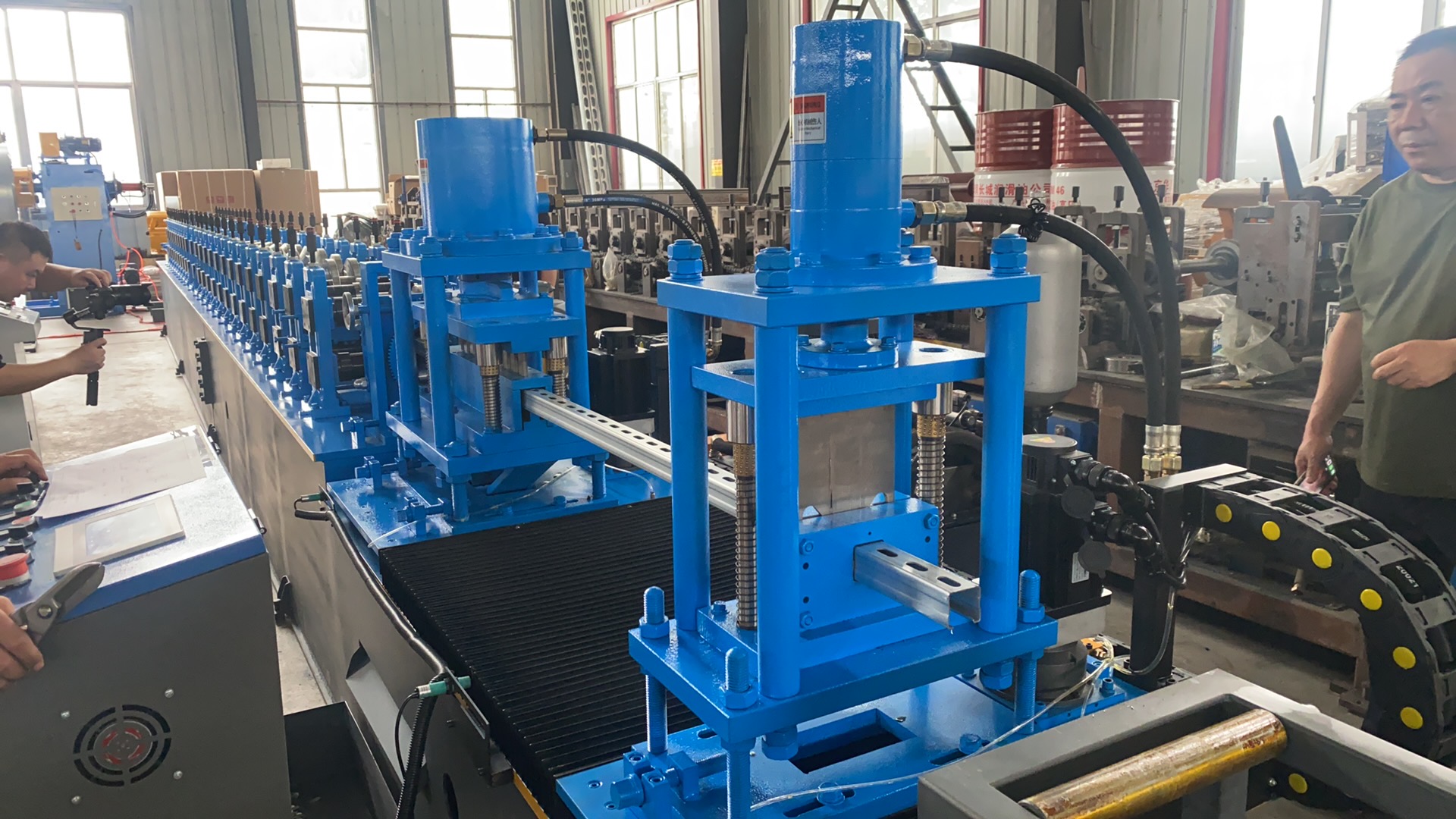
Unistrut Roll Forming Machine
We are the professional manufacturer of making C channel, unistrut, solar panel stand. Seismic stabilizer stand roll forming machine . This kind of machine can make different sizes, the flange of the c channel can be adjusted by manual or automatic mode basis of the requirement of customer . The cutting mode can be following saw cutting or hydraulic cutting according to your requirement. This kind of line also have the punching system, some customer use the hydraulic punching system, some customer use the punching press, and some customer make the C channel without punching, after forming the end product C channel, then use another punching machine to punch to holes which can improve the production capacity. It is very easy to operate and run the machine.
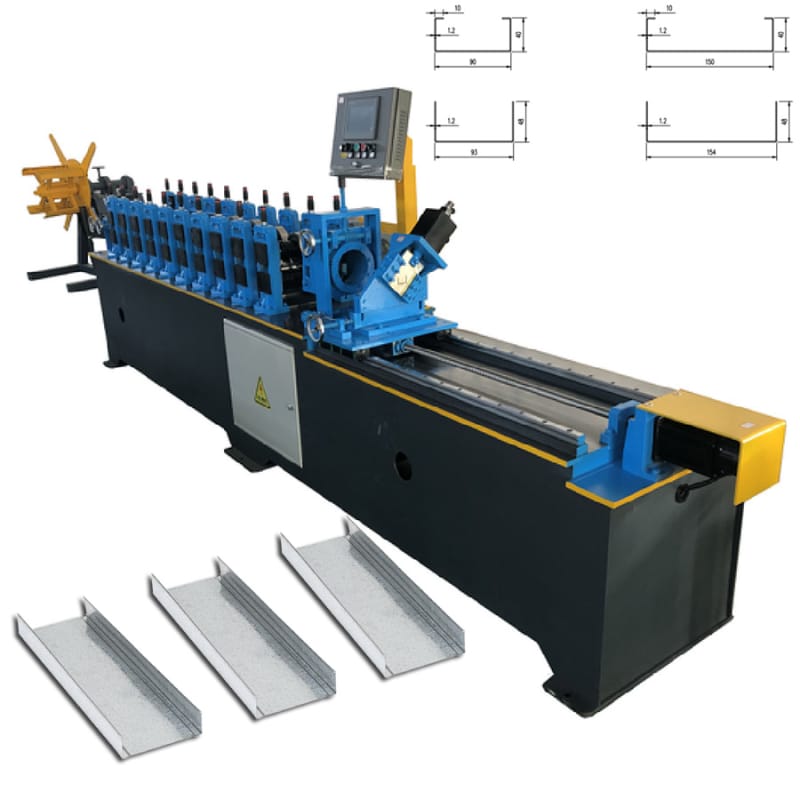
Here is one drawing profile and finished product:

Profiles



Layout
Automatic feeder(3T) →leveling → punching→ roll forming machine → re-forming →saw cutting → output


Unistrut Roll Forming Machine

Main data
1.Feeding width range of the material:/
2.Strip steel thickness range:1.5--2.5mm
3.Strip steel texture:Hot rolled carbon steel/ cold rolled carbon steel
4.Working speed: 15-20m/min
5.Min length of work piece:2000 mm
6.Tolerance of the straightness: 1—1.5 mm /1500 mm
7.Angle tolerance of the work piece ≤±1.5/1000mm
8.Fixed length of the work piece:10m±1.5mm
9.Roller step: 28 steps

Main parts technology specification
1. 3T Automatic hydraulic feeder
A.Inner diameter of the steel coil:φ508mm;
B.Harmomegathus range of inner diameter: ф480-520 mm;
C. Max diameter of steel coil:φ1000mm; Load capacity:≤3T
D. Way of expansion:3T hydraulic automatic

Leveling machine
A.Working roller:7 rollers leveling machine
B. Features of structure:Leveling rollers rigidity and surface roughness mechanical property are improved after hardening and tempering and chrome finish. It is including the pinch roll and leveling roll, pinch roll can be adjusted separately, leveling up roller adopt massive structure, establish two adjustment points on front and back to form certain oblique angle, it can easy to improve the quality of leveling. There is a pair of guide flat rolls and two pair of guide vertical rolls on the feeding side of the leveling machine, guide vertical roll can be centring move.
Function: Punching can meet all the punching holes size of the drawing.
Punching die material:Punching die material is SKH51or DC53,via forging and accurate grinding HRC58-62.
Main data:
Punching speed:80s/ time of stroke.
Thickness of the material:≦2.5mm
Capacity: 80T

Roll forming machine
Main data
1.Motor power:22KWx2
2.Roller QTY:28 groups(Including 1 gear milling)
3.Working speed:15-20m/min
4.Material of roller:CR12MoV HRC58-62
5.Drive type:column structure with gearbox drive
6.Diameter of main shaft:¢90mm
7.Shaft material: 40Cr with thermal refining treatment.
8.Main roll forming machine size: 18500*1600*1500mm
9.Profiles changed: by manual

Hydraulic control system
Kunlun Kuntai 7inches touch screen, Siemens PLC,Yaskawa frequency converter, Schneider low-voltage apparatus.
a. The whole line uses PLC control, Liquid crystal touch screen, human-computer interface to realize the interaction between the PLC and human. Operator via the setting procedure to automatic operation and monitor the control process to realize that the operator control the whole line and change the control parameter, and monitor the running status, parameter and failure indication of the equipment. Length of the work piece is set by digital, the length of the work piece can be adjusted.
b. Operating mode is including manual/automatic. The machine has manual and automatic switch function. The machine is stand-alone run within the manual status, it is easy to maintain. Within the automatic status to proceed the whole line running, sequence start-up. The whole has jerk button in order to handle the emergency episode, which can guarantee the machine and operator safe.